Welcome to visit!
EN
Welcome to visit!
EN

Mobile Phone
Application: Dust collection equipment used in asphalt mixing plant or concrete plant environmental protection requirements
Customized Dust Collector System
The design layout of the concrete batching plant will be customized and built according to your project volume and equipment needs. Let's expect all the miracles to happen.
Inquire now for the latest quote!
Product Description
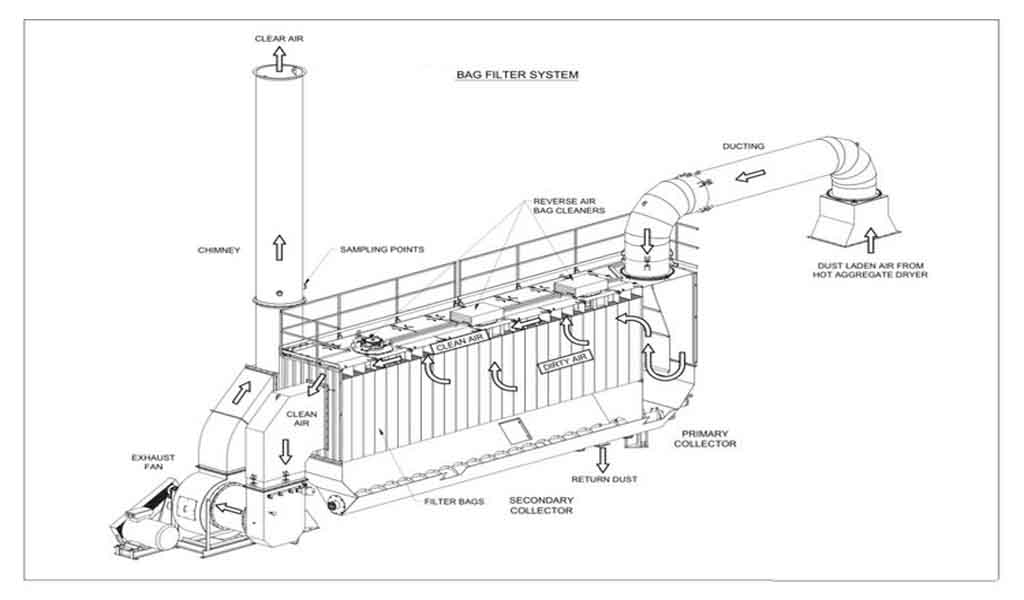
The baghouse is used to collect airborne dust and particulate in the asphalt plant’s exhaust gasses. The simple, reliable design efficiently handles both low and high volumes of dust and provides plant operators with value through the ability to return dust and fines to the mix. Continuous duty means that the baghouse filter bags are cleaned in sequence, one set at a time without turning the unit off. The filter bags encompass a large filter area in a small compact housing thus keeping the air velocity through the bag to a very low level when compared to traditional pulse jet baghouses.
A low dryer velocity coupled with a low air-to-cloth ratio results in high performance. These principles are stictly adhered to at YALONG. Dryer velocities are held below 1,000 FPM and air-to-cloth ratios are held below 5-1. Primary collectors are not required. YALONG baghouses can be customized to fit your plant’s exact requirements and have the option to feature a return dust system that includes a variable speed waste dust auger to allow adjustment of fines being returned to the mixing drum.
Take control of your emissions, leverage your dust and give your plant the airflow it needs all with one unit.

Structure



BAGS: Bag design is of the single wall type, elliptical design. The surface of the bag is singed prior to manufacture to insure better cake release during the cleaning operation. The bag opening is provided with a flexible spring collar, which assures easy installation and replacement. This flexible collar locates, locks and seals the bag in position. The bags are arranged in sections including removable covers for inspection and replacement.
BAGHOUSE EXAUSTER: The baghouse exhauster plays a crucial role in your plant’s production. The airflow and pressure drop in your plant system is derived from a high efficiency, low energy, backward inclined exhaust fan powered by a fully digital, AC flux vector drive motor. This frequency drive control eliminates the need for a soft starter and a mechanical damper while also eliminating voltage drops on fan startup. Our optional direct drive configuration eliminates the need for sheaves and multiple belts and belt guards. Test ports are installed in the stack above the exhauster for testing emissions from your plant.
DUST/FINES RETURN: The baghouse hopper sections contains screw conveyors for collecting the fine dust released from the baghouse cleaning process. The baghouse hopper auger can connect to your requested dust return setup, which conveys the collected dust to the mixing section of the drum mixer. Dust return systems can also be designed to allow for the wasting of dust if required.
Configurations for dust return systems include vane feeders, dust silos and other components for monitoring and storing collected dust and fines are available.

Address: Singapore

Address: Sri Lanka

Type:Filter
Submit Request



Submit Request

